

Cylinderdefinition, process och typer
- 3910
- 1080
- Anders Svensson
han cylinder Det är en skärningsprocess för att minska diametern på en metallbit så att det är jämnare, kompakt eller fint eliminering av överskottsmaterialet på ett kontrollerat sätt.
I industriella processer har produktionen av metallelement utvecklats på jakt efter metoder för att förbättra aspekter som form och finish; För att uppnå de perfekta dimensionerna och ytorna på de produkter som krävs med minsta fel/fel.
Figur 1. Singel. Källa: Pixabay.com Denna geometriska finish har skapat en stor inverkan sedan starten, eftersom den gäller metalldelar och tjänar till att förbättra strukturellt stöd och aerodynamisk aspekt av fordon och dess arkitektoniska form.
Vissa cylinderapplikationer är orienterade mot tillverkning av cirkulära containrar (silor) för att lagra produkter eller i utvecklingen av mekaniska delar för fordon och rör bland andra.
Den här artikeln presenterar de mest väsentliga aspekterna av cylinderprocessen, från dess definition till de olika typerna, utöver den allmänna processbeskrivningen.
[TOC]
Definition
Från ett akademiskt tillvägagångssätt definieras cylindern som en process som genomförs i syftet att minska diametrarna för det fungerade baren.
I en annan idéordning är cylinderprocessen den operation som en revolutioncylinder formas (enligt åtgärder). Dessutom hänvisar vissa författare när det utförs i den inre delen av stycket, processen kallas inre, mandat eller perforerad.
Cylindern definieras också som en process som utförs med rullar, för att ge konkavitet till plattor med en viss tjocklek och vars kapacitet beror på rullens diameter.
Det kan tjäna dig: teknik och vetenskap i nuvarande livsstilSammanfattningsvis består cylinderprocessen av en mekanisk operation vars syfte är att ge cylindrisk form och konkavitet till plattorna tills de bildar en cirkel när de går i ändarna och/eller snittet av material som bildar cirkulära figurer.
Bearbeta
Arbetet med en förskjutningsmaskin består av en mekanism som kan generera rotationsrörelser mellan krökningsrullar eller förskjutningselement för skärning och reducerande material. Detta gör det möjligt att tillverka cylindriska cylindrar eller ytbehandlingar med olika diametrar och radiella vinklar.
Cylindrainmaskiner har en motor som fungerar genom elektricitet som vanligtvis är ansluten till ett mekaniskt transmissionssystem som gör att du kan minska eller öka hastigheten beroende på vilken typ av element som ska tillverkas, gjutas och/eller skäras.
Cylinderprocessen utvecklas i princip i svarven och beror på ytan som kommer att genomföras, antingen till en konstant eller variabel diameter (profil, konisk, avrundning eller achaflanado, bland andra). Processen beror också på området (exteriör eller interiör).
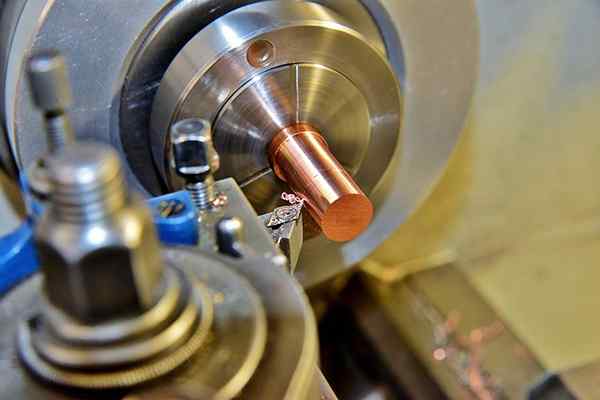
För att utföra dessa cylinderoperationer i svarven, placeras skärverktyget och stycket på ett sådant sätt att båda bildar en vinkel på 90º, som kan ses i figur 1, medan bilen rör sig parallellt med stycket under hela förskottet rörelse.
I processen med cylinder av plattor används en uppsättning rullar som kommer att flexa en liten del av arket som orsakar kontrollerade deformationer längs den tills en krökt sektion. Används för att generera stora diametrar.
Början av processen
I början genomfördes de olika typerna av cylinder manuellt, eftersom maskinerna hade begränsningar för att generera produkter med kvalitetsfinish, vilket krävde stora investeringar och förlust av råmaterial.
Kan tjäna dig: teknikMen sedan automatiseringsprocessen har utvecklats har dessa mekanismer utvidgats till olika områden inom industriproduktion, vilket möjliggjorde större produktionsprestanda, vilket optimerar användningen av råmaterial.
Genom automatiserade cylinderprocesser utvidgas också produkter som uppfyller kvalitetsstandarderna och deras tillämpbarhet till utarbetande av maskiner och medicinska element, inte bara med metallen som bas, utan också andra andra råvaror.
Cylindertyper
Cylindertyperna är direkt relaterade till utrustningen som används och processens mekanik, som bildar de fyra mest erkända cylindertyperna: cylinder runt, cylinder av plattor, ark och profilcylinderns omfattning och profilcylinder.
Singel
Den består av användningen av skärverktyg som är föremål för ett stöd som rör sig i längdriktningen för att cirkulera ett material som i stor procent är metallisk.
För att utföra denna typ av cylinder måste verktyget och den tvärgående bilen placeras och bildar en vinkel på 90º (vinkelrätt) och rör sig parallellt längs biten i den utsträckning som går framåt.
Generellt sett är cylinderprocesser också inriktade på bildandet av inre hål (mandat), med hjälp av svarvverktyget för att uppnå högre kvalitet och precision när det gäller den önskade inre diametern för stycket.
Plattor
Det används för att ge konkavitet till plattor av en viss tjock.
När järnet passerar mellan rullarna är de inriktade på ett sådant sätt att de genererar krökningsradie som krävs i specifikationerna. I fall av maskinens kapacitet utförs cylindern av delar.
Det kan tjäna dig: History of ICT: Från dess ursprung till nutidPlattor
Denna process genomförs vanligtvis automatiskt och kontinuerligt, så det kräver lite arbetskraft. Det består av två faser: varm rullande och kall laminering.
Ursprungligen används mycket långa och breda cylinder heta ledtrådar på vilka tåg av rullning, maskiner och återklämmande ugnar har arrangerats för att värma upp, liksom en guillotin för oegentligheter som skär.
Genomgår sedan en kylningsprocess där verktyg används för att förbättra den slutliga finishen, beroende på de begärda specifikationerna.
I de olika typerna av cylinder beaktas också uppskattningen av fel, som har minimerats när utrustningen och procedurerna är perfekterade.
Referenser
- Altintas och. (2012). Tillverkningsautomation: Metallskärmekanik, maskinverktyg vibrerar och CNC Desing. University of British Columbia. Andra upplagan: P.4.
- Hernández, l. (2019). Påverkan av förskott och smörjning i ytfinishen i en cylinderprocess. Innovation och utvecklingsområde, s.L., p.10
- Pujadas, a. och torn, f. (2005).Exekvering av bearbetning, bildade och monteringsprocesser. Paraninfo -utgåvor, s.TILL.2: a. Utgåva: PP.266-267
- Zamorano, s. (2013). "Stålbehandlingsproduktionslinje". Avhandling. Teknikvetenskaplig fakultet. Universidad Austral de Chile
- Balcaza Chair Industrial-Fado-One. Omvandling genom överensstämmelse- primär transformation.
- Leyensetter, a. och Würtemberger, g. (1987). Metallurgisk processteknik. Redaktionell. Omtryck, april 2006. p.73.
- « Gauss-Seidel Method Förklaring, applikationer, exempel
- Landsbygdszonegenskaper, ekonomiska aktiviteter och exempel »